| DΕΤΡχΙΛ“’ΖΫΖ®Ε‘Ρχ≤ψ±μΟφ–ΈΧ§ΒΡ”Αœλ |
| ΖΔ≤Φ’ΏΘΚast ΖΔ≤Φ ±ΦδΘΚ2017/7/4 9:51:36 ΒψΜςΘΚ |
÷±Ϋ”Μ·―ßΕΤΡχΙΛ“’ΖΫΖ®Ε‘Ρχ≤ψ±μΟφ–ΈΧ§ΒΡ”Αœλ
ΫϋΡξά¥Θ§ΥφΉ≈ΑκΒΦΧε δ»κΕΥΉ” ΐΝΩΒΡ‘ωΦ”Θ§ΜυΑεœρ≤ύΟφΕΥΉ”ΒΡΕύΆ»Μ·ΦΑ–≈Κ≈œΏΦδΨύΈΔœΗΜ·ΒΡΖΔ’ΙΓΘΕύΆ»Μ·ΒΡ«ς Τ ΙQFP(Quad Flat Package)ΙΙ‘λ≈ΧΦδΒΡΫΎΨύœΝ–ΓΜ·÷Τ‘λΒΡΡ―Ε»‘ωΦ”Θ§ΧΊ±π «Οφ’σΝ–ΕΥΉ”Θ®ΟφΕΥΉ”Θ©Μ·ΒΡ–η“ΣΘ§BGA(Ball Grid Array)ΙΙ‘λΒΡ≥§–Γ–ΆΜ·ΖβΉΑΒΡΩΣΖΔΓΘ≥§–Γ–ΆΜ·ΖβΉΑΕΥΉ”ΒΡ±μΟφ¥ΠάμΒΡΆβ≤Ω“ΐ≥ωœΏ–η“Σ‘ωΦ” ΚœΒΡΜ·―ßΕΤΫπ/Μ·―ßΕΤΡχΓΘΜ·―ßΕΤΫπΜρΒγΕΤΫπΒΡΙΛ“’ΖΫΖ®±»ΫœΕχ―‘Θ§Ε‘”ΎΕάΝΔΒΡΒγ¬ΖΆΦ–Έ…œ±μΟφ¥Πάμ « ”ΟΒΡΘ§ΕΤ≤ψΒΡΚώΕ»Ω…“‘ΗυΨί–η“Σ‘ωΦ”Θ§’β“ΜΒψ «Ζ«≥Θ”–άϊΒΡΓΘ
Ά®≥ΘΆ≠ΒΦΧεΆΦ–Έ «≤…”Ο“‘¥Έ―«ΝΉΥα―ΈΉςΜΙ‘≠ΦΝΜ·―ßΕΤΡχΘ§ΕχΆ≠”κ¥Έ―«ΝΉΥα―θΜ·Ζ¥”Π «ΟΜ”–¥ΏΜ·ΜνΜ·––ΈΣΒΡΘ§’βΨΆ–η“Σ≤…”ΟνΌΉςΈΣ¥ΏΜ·ΦΝΓΘΗΟΙΛ“’ΖΫΖ®ΨΆ «ΫΪΜυΑεΫΰ»κœΓΒΡνΌ»ή“ΚΘ§Β±Ά≠ΒΦΧεΆΦ–Έ…œΫΰ”–¥ΏΜ·ΦΝνΌΚσΘ§ΨΆΩ…“‘ Β ©Μ·―ßΕΤΡχΒΡΙΛ“’≥Χ–ρΓΘΒΪ «Θ§Ε‘”ΎΗΏΟήΕ»≈δœΏΒΡΜυΑεΗΟΙΛ“’ΖΫΖ® «Ζώ ”ΟΘ§ΜΙ“ΣΩ¥Ε‘νΌ¥ΏΜ·ΦΝΒΡ―Γ‘ώΘ§“ρΈΣΒ±ΜυΑεΫΰ»κ¥ΏΜ·»ή“Κ ±Θ§ΒΦΧεΆΦ–ΈΦδΒΡ ς÷§…œ“≤ΜαΆ§ ±ΈϋΗΫΘ§Μ·―ßΕΤΡχΙΐ≥Χ÷–Μα≥ΝΜΐ‘ΎΆΦ–ΈΦδΒΡ ς÷§…œΟφΘ§’β―υ“Μά¥ΨΆΜα≤ζ…ζ÷ ΝΩΈ ΧβΓΘ
’βΨΆ–η“ΣΫβΨω―Γ‘ώ–‘Έω≥ωΒΡΦΦ θΈ ΧβΘ§Ά≠ΒΦΧεΨ≠Ιΐ¥ΏΜ·ΜνΜ·Θ§≤…”ΟΜΙ‘≠ΦΝΈΣDMAB(ΕΰΦΉΑΖΜ·≈π)ΚΆœΓΒΡΜ·―ßΕΤΡχ»ή“ΚΘ§»Ζ»œΤδ―Γ‘ώ–‘≥ΝΜΐ «”––ßΒΡΓΘ
ΝμΆβΘ§Ψ≠ΙΐΜ·―ßΕΤΡχΘΪΫπΒΡΒγΕΤ¥ΠάμΒΡΜυΑεΘ§”κΒγΕΤΖ®ΕΤ≥ωΒΡΕΤ≤ψœύ±»Θ§ΤδΚΗΫ”«ΩΕ»ΨΆ±»ΫœΒΆΓΘΤδ÷ς“Σ‘≠“ρ «”…ΡχΝΘΉ”ΝΘΫγ±ΜΗ· ¥±δΧ§Θ§Ρχ≤ψ÷–ΒΡΗΜΝΉ≤ψ–Έ≥…“‘ΦΑΈΐ-Ρχ-ΝΉΚœΫπ≤ψΒΡ–Έ≥…ΓΘœ÷‘ΎΒΡΈ Χβ «Ε‘Ρχ≤ψ÷–Κ§ΝΉΝΩΒΡΚ§”–¬ ΩΊ÷ΤΘ§ ΙΙΐ≥Χ÷–≤ΜΜα≤ζ…ζΨ÷≤ΩΗ· ¥Θ§ΨΏ”– ”Ο–‘ΒΡΙΛ“’Ε‘≤Ώ «”––ßΒΡΓΘ
―–ΨΩ±μΟςΘ§Μ·―ßΕΤΡχ≤ψ±μΟφ–ΈΧ§Φ¥Έω≥ω–ΈΧ§Θ§ « ή¥ΏΜ·ΜνΜ·¥ΠάμΒΡ”ΑœλΕχ±δΜ·Θ§“ρ¥Υ“≤ΨΆΜα÷±Ϋ””ΑœλΚΗΝœΒΡΚΗΫ”«ΩΕ»ΓΘΥυ“‘Θ§Χα≥ω Ι”ΟνΌ¥ΏΜ·ΜνΜ·Εχ≤Μ―Γ‘ώΡχΒΡΈω≥ω≥Χ–ρΒΡ”––ß–‘ΓΘ
ΕΰΓΔ Β―ιΖΫΖ®
2.1ΕΤΗ≤¥ΠάμΙΛ“’ΧθΦΰ
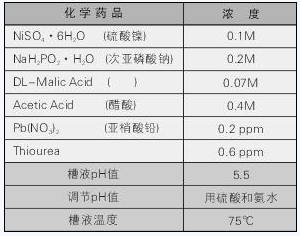
Ήœ» «Ε‘ΜυΑε―Γ‘ώ–‘Έω≥ωΒΡΤάΦέΘ§Η≤Ά≠≤≠≤ψ―ΙΑε…œΒΡ±μΟφ ‘―ιΆΦ–Έ–Έ≥…ΓΘ ‘―ι”ΟΒΡPGA(Pin Grid Array)ΜυΑε(ΑεΚώΕ»ΈΣ0.4mmΓΔΒΦœΏΩμΕ»ΈΣ100ΠΧmΓΔœΏΦδΨύΈΣ100ΠΧmΓΔΒΦΧεΚώΕ»ΈΣ9ΠΧm)ΓΘΗυΨίΜυΑε±μΟφΉ¥Χ§Θ§Ϋχ––«Α¥ΠάμΘ§‘Ύ65ΓφΦν“Κ÷–¥Πάμ1Ζ÷÷”Θ§‘Ύ “Έ¬ΧθΦΰœ¬Ϋχ––ΥαΜνΜ·1Ζ÷÷”ΓΘ»ΜΚσ≤…”ΟΝΫ÷÷ΙΛ“’¥ΠάμΖΫΖ®Ϋχ––Μ·―ßΕΤΡχΓΘ“Μ÷÷ΙΛ“’ΖΫΖ®Θ§Ά≠ΒΦΧεΨ≠¥ΏΜ·¥ΠάμΚσ…œΟφΗΫ”–¥ΏΜ·ΈονΌΘ§‘ΌΫχ––Μ·―ßΕΤΡχΘ§’β «‘≠ά¥ΒΡΙΛ“’ΖΫΖ®(ΙΛ“’Ιΐ≥Χ÷–Κ§”–¥ΏΜ·ΜνΜ·“Μ≤Ϋ)ΘΜΝμ“Μ÷÷ΙΛ“’ΖΫΖ®Θ§Υυ Ι”ΟΒΡνΌ¥ΏΜ·ΜνΜ·¥Πάμ“Κ÷–Κ§”–¬»Μ·νΌ(0.05g/dm2)ΚΆ…ΌΝΩ¬γΚœΦΝΘ§Έ¬Ε»ΈΣ25ΓφΘ§¥Πάμ1Ζ÷÷”»ΜΚσ Β ©Μ·―ßΕΤΡχΓΘ¥ΥΕΤ“Κ≤…”ΟDMABΈΣΜΙ‘≠ΦΝΚΆœΓΒΡΜ·―ßΕΤΡχ»ή“ΚΘ§”Ύ «Ρχ≥ΝΜΐ‘ΎΆ≠ΒΦΧεΆΦ–Έ…œ–Έ≥…Ψυ‘»ΒΡΡχ≤ψΓΘ’β «ΩΩΉ‘…μΒΡ¥ΏΜ·ΜνΜ·Ής”Ο≥ΝΜΐΡχΓΘ¥Υ÷÷ΙΛ“’ΖΫΖ®Κσά¥≥Τ÷°÷±Ϋ”Μ·―ßΕΤΡχΓΘΡχ≥ΝΜΐ”ΟΒΡΕΤ“ΚΈΣΚ§”–ΝυΗωΥ°ΒΡΝρΥαΡχ(0.9g/dm2)Θ§DMAB(3.0g/dm2)ΚΆ…ΌΝΩΒΡΧμΦ”ΦΝΘ§Έ¬Ε»ΈΣ45ΓφΓΔ Β ©1Ζ÷÷”ΒΡ¥ΠάμΓΘ‘Ύ’βΗωΙΛ“’÷–Θ§Μ·―ßΕΤΡχ≤ψΒΡΚώΕ»‘Φ5ΠΧmΓΘΜ·―ßΕΤΡχ“ΚΒΡΉι≥…ΚΆ≤ΌΉςΧθΦΰΦϊ±μ1Υυ ΨΓΘΜ·―ßΕΤΡχ»ή“Κ÷–Θ§ Ι”Ο¥Έ―«ΝΉΥαΡΤΈΣΜΙ‘≠ΦΝΘ§”ΟΝρΥαΚΆΑ±Υ°ΒςΫΎΕΤ“ΚΒΡpH÷ΒΒΫ5.5ΓΘ
Ά®Ιΐ…œ ω ‘―ιΘ§ΫΪΕΤΡχΚσΒΡΜυΑεΘ§”ΟΖ≈¥σΨΒά¥Ιέ≤λΜυΑε…œΆ≠ΒΦΧεΆΦ–ΈΦδ ς÷§…œ2.2ΚΗΝœ«ρΚΗΫ”«ΩΕ»≤βΕ®
ΚΗΝœ«ρΚΗΫ”«ΩΕ»ΒΡ ‘―ιΜυΑεΘ§ΜυΑεΚώΈΣ0.6mm‘Ύ ς÷§≤ψ…œΚΗ≈Χ÷±ΨΕΈΣ0.65mmΘ§ΫΎΨύΈΣ1.27mmΓΘΜυΑε±μΟφΚΗ≈ΧΒΡ¥ΠάμΙΛ“’Μ·―ßΕΤΡχΧθΦΰ”κ…œ ω2.1ΙφΕ®ΒΡΙΛ“’ΧθΦΰœύΆ§Θ§»ΜΚσ‘Ό‘Ύ«ηΥαœΒΜ·―ßΕΤΫπ»ή“Κ÷–ΕΤΫπΚώΕ»ΈΣ0.05ΠΧmΓΘΜ·―ßΕΤΫπ»ή“Κ«ηΜ·Ϋπ(1)ΦΊΓΔΡϊΟ ΥαΦΊΚΆEDTAΗ÷Θ§pH÷Β6.0ΓΔΕΤ“ΚΈ¬Ε»ΈΣ85ΓφΙΛ“’ΧθΦΰœ¬Θ§ΕΤ5Ζ÷÷”ΓΘ
±μ1Μ·―ßΕΤΡχ“ΚΒΡΉι≥…ΚΆ≤ΌΉςΧθΦΰ
ΚΗΫ”«ΩΕ»ΒΡ≤βΕ® «≤…”ΟΚΗΝœ«ρΚΗΫ”«ΩΕ»Ϋχ––ά≠Ά―«ΩΕ» ‘―ιΚΆ≤ΩΖ÷ΚΗΝœ«ρΚΗΫ”Φτ«–«ΩΕ» ‘―ι≤Δ––Ϋχ––«ΩΕ»≤βΕ®ΓΘΚΗ≈ΧΒΡ÷±ΨΕ0.76mmΘ§ΚΗΝœ«ρ≥…Ζ÷(Sn63%ΓΔPb37%)RMA(RosinMildActivated)Θ§ Ι”Ο÷ζ»έΦΝΕ‘ΚΗΫ”¥ΠΫχ––ΜνΜ·¥Πάμ“‘ΧαΗΏΚΗΫ”Ω…ΩΩ–‘Θ§ΚΗΝœ«ρΚΗΫ”ΒΡΙΛ“’ΧθΦΰ «‘Λ»»Έ¬Ε»150ΓφΘ§Φ”»»Έ¬Ε»230ΓφΓΘ¥ΥΚσΘ§≤βΕ®ΉΑ÷ϔϢρΡή–Ά»έΚœœΏ≤β ‘“«5000Θ§ΚΗΝœ«ρΚΗΫ”ά≠…λ ‘―ιΒΡ ‘―ιΥΌΕ»300ΠΧm/sΓΔΚΗΝœ«ρΚΗΫ”ΒΡΦτ«– ‘―ιΤδ ‘―ιΥΌΕ»ΈΣ200ΠΧm/sά¥≤βΕ®ΓΘ
2.3ΕΤ≤ψΒΡ±μΟφΉ¥Χ§Ιέ≤λ
Ιέ≤λΜυΑε±μΟφΕΤ≤ψΒΡ–ΈΧ§Θ§”ΟΒΡ «PGAΜυΑεΚΆΨ≠Ιΐ’τΖΔ–Έ≥…ΒΡ0.5ΠΧmΚώΒΡΆ≠ΡΛΒΡΜυΑεΓΘ¥”PGAΜυΑε±μΟφΥυΙέ≤λΒΫΒΡ≥ œ÷≥ωΑΦΆΙ≤ΜΤΫΘ§ΈΔ–ΓΒΡ±μΟφ–ΈΧ§ΚΆΥυΙέ≤λΒΫΒΡΡΛΤ§ΜυΑε±μΟφ «≤ΜΆ§ΒΡΓΘ ‘―ιΜυΑε”κ2.1 ‘―ιΧθΦΰ≤…”ΟΒΡ «Ά§―υΒΡΘ§Ϋχ––Μ·―ßΕΤΡχΘ§≤Δ Ι”Ο ‘―ι―υΤΖΫχ––Ιέ≤λΓΘΕΤ≤ψΒΡ±μΟφΉ¥Χ§≤…”Ο…®ΟηΒγΉ”œ‘ΈΔΨΒ(SEM)ΚΆ‘≠Ή”ΫαΙΙœ‘ΈΔΨΒ(AFM)Ϋχ––Ιέ≤λΓΘΝμΆβΘ§ΕΤ≤ψΉι≥…Ζ÷Έω≤…”ΟΕμ–ΣΒγΉ”Ζ÷ΙβΖ®(AES)ΓΘ
2.4ΫΰΉ’ΒγΈΜΒΡ≤βΕ®
ΜυΑε‘ΎΕΤ“Κ÷–ΫΰΉ’ΤΎΦδΒγΈΜΜαΖΔ…ζ±δΜ·Θ§–η“ΣΫχ––ΒγΈΜ≤βΕ®ΓΘΉς”ΟΦΪΒΡΆ≠ΑεΒγΦΪΘ§≤Έ’’ΒγΦΪ”Ο“χ-¬»Μ·“χΒγΦΪΓΘ”ΟΉςΉς”ΟΦΪΒΡ ‘―ιΑεΆ§―υ“ΣΨ≠ΙΐΦν«εΫύ¥ΠάμΓΔΥα–‘ΜνΜ·Θ§¥ΏΜ·“Κ¥ΠάμΚΆΚ§”–DMABΉςΈΣΜΙ‘≠ΦΝΒΡœΓΒΡΜ·―ßΕΤΡχ“ΚΡΎΫχ––Μ·―ßΕΤΡχΓΘ¥ΥΚσΘ§Ής”ΟΦΪ‘ΎΜ·―ßΕΤΡχ»ή“ΚΡΎΫΰΉ’Θ§ΥφΉ≈ΫΰΉ’ ±ΦδΒΡ±δΜ·Θ§Ε‘Τδ¥ΠΒΡΒγΈΜΫχ––≤βΕ®ΓΘ≤βΕ®ΉΑ÷Ο”ΟΒγΤχΜ·―ß≤βΕ®ΉΑ÷ΟHZ3000(»’±Ψ±±ΕΖΒγΙΛ÷ξ ΫΜα…γ÷Τ‘λ)ΓΘ
»ΐΓΔΫαΙϊΚΆΙέ≤λ
3.1―Γ‘ώ–‘Έω≥ωΒΡ±»Ϋœ
Ε‘PGAΜυΑε…œΒΡΆΦ–ΈΨ≠Ιΐ¥ΏΜ·≥Χ–ρΚσΒΡΜ·―ßΕΤΡχΘ§Μ·―ßΕΤΡχΆξ≥…ΚσΕ‘Τδ±μΟφΫχ––Ιέ≤λΓΘ
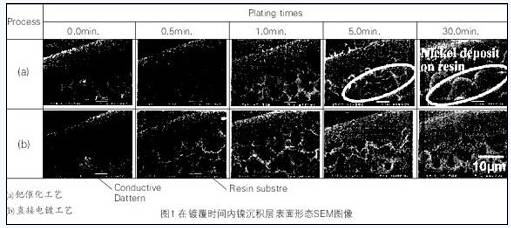
Ι”ΟνΌ¥ΏΜ·“ΚΙΛ“’ΖΫΖ®ΧθΦΰœ¬Θ§Ιέ≤λ≈δœΏΦδΒΡΜΖ―θ ς÷§…œΡχ≥ΝΜΐΈω≥ωΒΡ«ιΩωΓΘ÷±Ϋ”ΒγΕΤΙΛ“’ΖΫΖ® ”ΟΒΡ«ιΩωœ¬Θ§Ιέ≤λΆΦ–ΈΦδΡχΈω≥ωΒΡΒΡ«ιΩωΓΘΆ§ ±Θ§Μ·―ßΕΤΡχ¥ΠάμΙΐ≥Χ÷–ΡΛ≤ψ–Έ≥…ΒΡΉ¥Χ§±δΜ·±Μ»Ζ»œΓΘΗςΗωΙΛ“’≥Χ–ρ÷–Μ·―ßΕΤΡχ«Α±μΟφΉ¥Χ§(ΒγΕΤ ±ΦδΈΣΝψ)ΚΆ0.5ΓΔ1.0ΓΔ5.0ΓΔ30.0Ζ÷÷”Μ·―ßΕΤΡχΚσΘ§ΕΥΉ”ΒΡ≤ύΟφά©¥σSEM’’Τ§»γΆΦ1Υυ ΨΓΘνΌΉςΈΣ¥ΏΜ·ΦΝΙΛ“’≥Χ–ρΘ§ΕΤΗ≤ ±Φδ5Ζ÷÷”“‘…œΒΡ«ιΩωΘ§ΆΦ–ΈΦδ ς÷§…œΡχΒΡΈω≥ωΙέ≤λ≤Δ»Ζ»œΓΘ’β «”…”ΎΆ≠ΆΦ–ΈΦδΒΡΜΖ―θ ς÷§ΈϋΗΫΉ≈νΌΚΥΘ§”Ύ «”κΜ·―ßΕΤΡχ“ΚΤπΖ¥”ΠΕχ“ΐΤπΒΡΓΘ
Νμ“ΜΖΫΟφΘ§≤…”Ο÷±Ϋ”ΕΤΗ≤ΙΛ“’ΖΫΖ®Θ§Ιέ≤λΆ≠ΆΦ–ΈΦδΒΡΈω≥ωΓΘ÷±Ϋ”ΕΤΗ≤ΙΛ“’ΖΫΖ®Θ§≤…”ΟΒΡ «DMABΫχ––―θΜ·ΜΙ‘≠Ζ¥”ΠΓΘΥϋ «‘ΎΡχΚΥ…œΒΡ–Έ≥…Θ§Εχ≤Μ «‘ΎΆ≠…œΫχ––Θ§ΜΙ“ΣΩΦ¬«ΡχΚΥ‘Ύ ς÷§…œΒΡ¥φ‘ΎΓΘΚσ–χΜ·―ßΕΤΡχΙΛ–ρΘ§ ΙΆ≠ΆΦ–Έ…œ―Γ‘ώ–‘≥…ΡΛ≤ψΘ§ ς÷§…œΒΡΈω≥ωΒΡΖΔ…ζ“≤”ΠΗΟΩΦ¬«ΒΫΓΘΥυ“‘Θ§÷±Ϋ”ΒγΕΤΙΛ“’ΖΫΖ®Θ§Ε‘”ΎœΝ’≠ΫΎΨύΓΔ≈δœΏΒΡΆΦ–ΈΒΡ ”Ο”––ß–‘–η“ΣΫχ“Μ≤Ϋά¥»Ζ»œΓΘ
3.2ΚΗΫ”«ΩΕ»ΒΡ±»Ϋœ
ΤάΦέΜυΑε±μΟφ≈ΧΒΡΚΗΫ”«ΩΕ»Θ§ΗυΨί2÷÷άύ–ΆΜ·―ßΕΤΡχ»ή“ΚΘ§ΕΤΗ≤ΚώΕ»‘Φ5ΠΧmΘ§»ΜΚσ‘Ό‘Ύ…œΟφΜ·―ß÷ΟΜΜΕΤΫπΘ§Ϋπ≤ψΚώΕ»ΈΣ0.05ΠΧmΓΘ¥ΥΚσΘ§ΫΪΚΗΝœ«ρΚΗΫ”‘ΎΜυΑε±μΟφΒΡ≈Χ…œΘ§‘ΌΫχ––ά≠Ά―«ΩΕ»ΚΆΦτ«–«ΩΕ» ‘―ι≤βΕ®ΓΘ
ΝΫ÷÷«ΩΕ»≤β ‘ΫαΙϊΦϊΆΦ2Υυ ΨΓΘΤδ÷–ΚΗΝœ«ρΒΡΦτ«–«ΩΕ» ‘―ιΒΡΫαΙϊΤδΤΫΨυ÷Β«ΩΕ»“Σ≤ν“Μ–©ΓΘΒΪ «Θ§Ψ≠Ιΐ»»¥ΠάμΚσΚΗΝœ«ρΒΡά≠…λ«ΩΕ» ‘―ι ΐΨί÷ΛΟςΘ§÷±Ϋ”ΕΤΗ≤ΙΛ“’ΖΫΖ® ”Ο”ΎΚΗΫ”ΒΡά≠Ά―«ΩΕ»Θ§¥Υ ±ΒΡ”ΟΒΡνΌ¥ΏΜ·“Κ≈®Ε»‘ΦΗΏ13%ΓΘ
¥”“‘…œΫαΙϊΘ§÷ΛΟς≤…”Ο÷±Ϋ”ΒγΕΤΙΛ“’ΖΫΖ®«ιΩωœ¬Θ§ΚΗΝœ”κΜυΑε…œ≈ΧΒΡΚΗΫ”«ΩΕ»ΝΦΚΟΘ§ΚΗΫ”ΖβΉΑ≤ΩΖ÷ΒΡ±μΟφ¥ΠάμΖΫΖ® «”––ßΒΡΓΘ
ΒΡΈω≥ω«ιΩωΓΘ
3.3Μ·―ßΕΤΡχ≤ψΒΡΉ¥Χ§
…œ ω≤…”ΟΝΥ≤ΜΆ§ΒΡΙΛ“’ΖΫΖ®Θ§ΚΗΫ”«ΩΕ»≤βΕ®ΫαΙϊ“≤≤ΜœύΆ§ΓΘΕχΚΗΫ”«ΩΕ»ΖΔ…ζ≤ν±πΒΡ“Σ“ρ”ΠΉ–œΗ―–ΨΩΓΘ
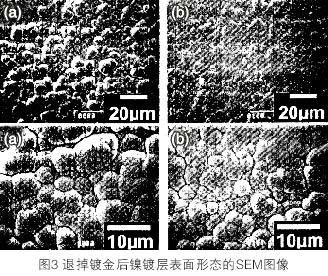
ΕΤΚσΒΡΤάΦέΜυΑε±μΟφΫπ≤ψ±Μ»ήΫβΘ§Μ·―ßΕΤΡχ≤ψ¬Ε≥ωΘ§Τδ±μΟφ–ΈΧ§”ΟSEMΫχ––Ιέ≤λΓΘΙέ≤λΒΡΫαΙϊΦϊΆΦ3Υυ ΨΓΘ‘Ύ≤…”ΟνΌΉςΈΣ¥ΏΜ·ΦΝ ±Θ§Μ·―ßΕΤΡχ≤ψ‘Ύ≈Χ÷±ΨΕ…œ≥ΝΜΐΚώΕ»‘Φ4-5ΠΧmΒΡάύΥΤ«ρΉ¥Έω≥ωΘ§ΦϊΆΦ3-aΥυ ΨΓΘ≤…”Ο÷±Ϋ”ΕΤΗ≤ΙΛ“’ΖΫΖ® ”ΟΒΡ«ιΩωœ¬Θ§÷±ΨΕΈΣ2ΠΧm≥ΧΕ»ΒΡΨυ‘»ΒΡΈΔ–ΓΒΡάύΥΤ«ρΉ¥ΙΙ≥…ΒΡΕΤ≤ψ±μΟφ–ΈΧ§ΦϊΆΦ3-bΥυ ΨΓΘ
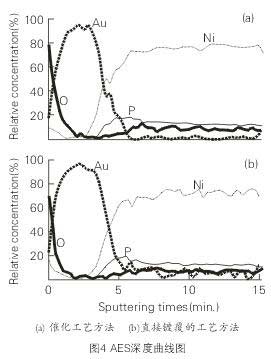
÷ΟΜΜΫπΒΡ¥ΠάμΘ§ΡχΜα‘Ύ¥ΠάμΙΐ≥Χ÷–≤ζ…ζ»ήΫβΘ§“‘ ΙΫπ≥ΝΜΐΈω≥ωΘ§ΕχΡχ≤ψΒΡ±μ≤ψ»ή≥ωΒΡΝΉ≤ΜΜαΚήΕύΘ§ΜΙ”–≤–¥φΈοΘ§“ρ¥ΥΘ§‘ΎΚΗΝœΚΗΫ” ±ΚΗΫ”«ΩΕ»≤ν «”…”ΎΫπ≤ψ”κΡχ≤ψΫγΟφΗΫΫϋΒΡΉ¥Χ§”–ΙΊœΒΘ§Ά®ΙΐAESΖ÷Έω «ΡχΫπ≤ψ‘Ύ…νΒΡΖΫœρΙέ≤λΒΫΒΡ«ιΩωΓΘAESΖ÷ΈωΒΡ…νΒΡ«ζœΏΆΦΦϊΆΦ4Υυ ΨΓΘ
ΫπΕΤ≤ψΚΆΡχ≤ψΫγΟφΗΫΫϋ(ΚΗΫ” ±Φδ‘Φ5Ζ÷÷”)ΕΤ≤ψ…νΕ»ΖΫœρ―θΒΡΦλ≥ωΖε÷Β±»ΫœΓΘ Ι”ΟνΌΉς¥ΏΜ·ΦΝΒΡΙΛ“’ΖΫΖ®ΥυΜώΒΟΒΡΕΤ≤ψΦλ≥ωΒΡ―θΫœΕύΘ§Εχ≤…”Ο÷±Ϋ”ΕΤΗ≤ΒΡΙΛ“’ΖΫΖ®ΡχΒΡ―θΜ·Ζ¥”ΠΨΆΩ…“‘ΓΘΜΙ”–Θ§Ϋω‘ΎΫπΡχ≤ψΫγΟφ≤ΩΖ÷Μα≤ζ…ζΗΜΝΉ≤ψΓΘΥυ“‘Θ§ ”Ο”ΎνΌΉς¥ΏΜ·ΦΝΒΡΙΛ“’ΖΫΖ®«ιΩωœ¬Θ§ΫπΕΤ≤ψ÷–ΒΡΙΐ ΘΡχΒΡ»ήΫβ «”…Ρχ±μ≤ψ≤ζ…ζ―θΜ·Ζ¥”ΠΘ§Ψ÷≤ΩΗ· ¥ΡχΒΡ±μΟφΆ§ ±“≤ΨΆΡή≈–ΕœΫπ±μΡχ±μΟφΒΡΈω≥ωΓΘ
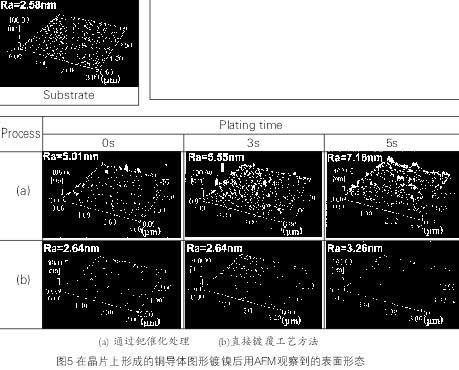
Τδ¥ΈΘ§ΕΤΗ≤ΙΛ“’ΖΫΖ®ΒΡ≤ΜΆ§Θ§Μ·―ßΕΤΡχΒΡΕΤ≤ψΒΡ–ΈΧ§“≤Μα ήΒΫ”ΑœλΘ§ΕΤΗ≤≥θΤΎΫΉΕΈ±μΟφ–ΈΧ§Ψ≠ΙΐAFMΒΡ±»ΫœΚΆΙέ≤λΘ§ΨΆΡή≈–Εœ±μΟφ–ΈΧ§ «≤ΜΆ§ΒΡΘ§ ‘―ιΜυΑεΒΡΆ≠ «0.5ΠΧmΘ§ « Ι”Ο’τΖΔΒΡΖΫΖ®‘ΎΨßΤ§ΜυΑε…œ–Έ≥…ΒΡΓΘ»ΜΚσΫχ––Μ·―ßΕΤΡχΘ§ΕΤΡχ«ΑΓΔ3ΟκΚσΚΆ5ΟκΚσΒΡΕΤ≤ψΒΡ±μΟφ–ΈΧ§Θ§ Ι”ΟΙέ≤λ3ΠΧmΓΝ3ΠΧmΖΕΈßΡΎΒΡΫαΙϊΦϊΆΦ5Υυ ΨΓΘ
Ι”ΟνΌΉςΈΣ¥ΏΜ·ΦΝΒΡΙΛ“’ΧθΦΰœ¬Θ§¥ΏΜ·¥ΠάμΚσ±μΟφΉ¥Χ§Θ§Ιέ≤λ÷±ΨΕΈΣ50-100nm±μΟφΆΜΤπΒΡ±»ΫœΕύΘ§Εχ’β–©ΆΙΤπΒΡΡχΕΤ≤ψΜαΦΧ–χ≥…≥ΛΘ§±μΟφΒΡ¥÷≤ΎΕ»‘ωΦ”Θ§≤Δ«“Ιέ≤λΒΫΈ¥¥ΠάμΒΡ≤ΩΖ÷ΜυΑεΤΫΨυ±μΟφ¥÷≤ΎΕ»Ra=2.58nm”κΕΤ5ΟκΚσΒΡΕΤ≤ψ±μΟφ¥÷≤ΎΕ»±»Ra=7.16nmΕχ‘ωΦ”ΓΘΕχ≤…”Ο÷±Ϋ”Μ·―ßΕΤΡχΒΡΙΛ“’ΖΫΖ®Εχ≤ζ…ζΒΡΆΜΤπΕΤ5ΟκΚσΤδRa=3.26nmΓΘΥυ“‘≤…»Γ÷±Ϋ”ΕΤΗ≤ΒΡΙΛ“’ΖΫΖ®Θ§ΕΤΗ≤ΒΡ≥θΤΎΡχ≤ψ–Έ≥…±ΓΕχΨυ‘»ΒΡ±μΟφΓΘ
‘Ύ≤…”ΟνΌΉς¥ΏΜ·ΦΝΒΡΙΛ“’ΖΫΖ®ΒΡΧθΦΰœ¬Θ§±μΟφΈϋΗΫΉ≈ΒΡνΌΚΥ–Έ≥…÷––ΡΘ§ΡχΦΧ–χΈω≥ωΘ§Ρχ≤ψΒΡ±μΟφ¥÷≤ΎΕ»‘ωΦ”ΓΘΕχ≤…”Ο÷±Ϋ”Μ·―ßΕΤΒΡΙΛ“’ΖΫΖ®ΒΡΧθΦΰœ¬Θ§“‘DMABΒΡΜΙ‘≠Ής”Ο ΙΡχΨυ‘»ΒΡ‘ΎΆ≠ΒΦΧε±μΟφΈω≥ωΘ§Μ·―ßΕΤΡχΙΐ≥Χ÷–ΒΡΦ·÷–Μ·―ßΖ¥”Π–Έ≥…ΤΫΜ§ΕχΨυ‘»ΒΡΡχ≤ψΓΘ
”Ο”Ύ“‘νΌΉς¥ΏΜ·ΦΝΒΡ«ιΩωœ¬Θ§Μ·―ßΕΤΡχΒΡ≥θΤΎΈω≥ωΒΡ±μΟφΨΆ±»Ϋœ¥÷≤ΎΘ§ΕΤΡχ≤ψ±μΟφ–Έ≥…άύΥΤ«ρΉ¥ΒΡ«ιΩω±»ΫœΕύΓΘΜ·―ßΕΤΡχΒΡΙΐ≥Χ÷–Θ§’β–©άύΥΤ«ρΉ¥ΒΡΝΘΫγΟφΫχ––ΡχΒΡ―θΜ·Ζ¥”ΠΘ§Ιΐ ΘΒΡΡχΨΆΜα»ήΫβΚΆΗ· ¥ΓΘ”…”ΎΡχ≤ψ±μΟφΒΡΗ· ¥Ϋχ––Θ§ΚΗΝœΚΗΫ”–‘ΡήΕώΜ·Θ§ΚΗΫ”ΒΡΫ”Κœ«ΩΕ»ΫΒΒΆΓΘΕχΕ‘”Ύ÷±Ϋ”≤…”Ο÷±Ϋ”Μ·―ßΕΤΙΛ“’ΖΫΖ®Θ§–Έ≥…÷¬ΟήΕχΤΫΜ§ΒΡΡχ≤ψΘ§ΕχΙΐ ΘΒΡΡχΝΘΫγΟφΒΡΗ· ¥ ήΒΫ“÷÷ΤΘ§“ρ¥ΥΤδΚΗΝœΚΗΫ”ΒΡΫ”Κœ«ΩΕ»‘ωΦ”ΓΘ
3.4ΫΰΉ’ΒγΈΜΒΡ±δΜ·
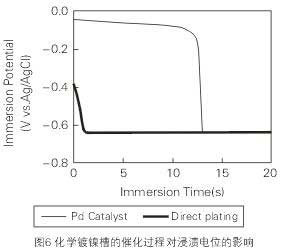
”ΟνΌΉς¥ΏΜ·ΦΝΒΡΙΛ“’ΖΫΖ®ΚΆ÷±Ϋ”Μ·―ßΕΤΙΛ“’ΖΫΖ®‘Ύ≥θΤΎΫΉΕΈΡχΒΡΈω≥ωΉ¥Χ§ «≤ΜΆ§ΒΡΓΘΜ·―ßΕΤΒΡ≥θΤΎΫΉΕΈΘ§ΒγΦΪ±μΟφΒγΈΜΒΡΖΔ…ζ «≤ΜœύΆ§ΒΡΓΘΆ≠ΑεΨ≠ΙΐΝΫ÷÷ΙΛ“’ΖΫΖ®¥ΠάμΚσΘ§‘ΎΜ·―ßΕΤΡχ»ή“Κ÷–ΫΰΉ’Θ§ΫΰΉ’ ±ΦδΡΎΕ‘ΒγΈΜΫχ––≤βΕ®ΓΘ≤βΝΩΒΡΫαΙϊΦϊΆΦ6Υυ ΨΓΘ
Ε‘”Ύ Ι”ΟνΌΉς¥ΏΜ·ΦΝΒΡ«ιΩωœ¬Θ§ΤδΒγΈΜΜα–λ–λΫΒΒΆΘ§”…”ΎΒγΈΜΒΡ±δΜ·“ΐΤπΡχΒΡΈω≥ωΓΘ’β «”…”ΎΒγΦΪΒΡ±μΟφ”–νΌΚΥΘ§‘Ύ÷ή±ΏΒΡΡχΜαΩΣ Φ”≈œ»Έω≥ωΘ§”…”ΎΖ¥”ΠΦ±ΨγΡχ≤ΜΕœΈω≥ωΗ≤Η«»Ϊ≤ΩΓΘ
÷±Ϋ”Μ·―ßΕΤΒΡ«ιΩωœ¬Θ§ΡχΚΥΒΡΈω≥ωΘ§ΫΰΉ’≥θΤΎΒΡΒγΈΜ“Σ±»”ΟνΌ¥ΏΜ·ΦΝ“ΣΤΫΈ»ΒΡΕύΓΘΕχ«“ΡχΒΡΈω≥ωΒγΈΜœύ≤νΒΡ…ΌΘ§Έω≥ωΒΡΡχ≤ψ±μΟφΤΫΜ§ΓΘ
”…”ΎΫΰΉ’ΒγΈΜΒΡ±δΜ·Θ§ΡχΒΡ≥θΤΎΈω≥ωΉ¥Χ§ «≤ΜΆ§ΒΡΘ§Ά®Ιΐ ‘―ιΫχ“Μ≤Ϋ»ΖΕ®÷°ΓΘ
ΥΡΓΔΫα¬έ
Ά®Ιΐ ‘―ιΚΗΝœΚΗΫ””ΟΒΡΜυΑεΕ‘≤…”Ο÷±Ϋ”Μ·―ßΕΤΙΛ“’ΖΫΖ®ΒΡ”––ß–‘≤ΔΜώΒΟ“‘œ¬ΫαΙϊΘΚ
ΔΌ≤…”ΟDMABΉςΈΣ÷±Ϋ”Μ·―ßΕΤΡχ“ΚΒΡΜΙ‘≠ΦΝΘ§≈δœΏΦδ ς÷§≤ψ…œΈω≥ω ήΒΫ“÷÷ΤΘ§“ρ¥ΥΈΔœΗ≈δœΏΜυΑεΫχ––―Γ‘ώ–‘Έω≥ω–‘ΡήΝΦΚΟΓΘ
ΔΎ÷±Ϋ”Μ·―ßΕΤΙΛ“’ΖΫΖ®”κ”ΟνΌΉς¥ΏΜ·¥ΠάμΒΡΙΛ“’ΖΫΖ®–Έ≥…ΒΡΕΤ≤ψΒΡΜυΑεœύ±»ΫœΘ§ΚΗΝœΚΗΫ”«ΩΕ»ΜώΒΟΗΡ…ΤΓΘ
Δέ”ΟνΌΉςΈΣ¥ΏΜ·ΦΝ«ιΩωœ¬Θ§νΌ–Έ≥…ΒΡ¥ΏΜ·÷––ΡΒΡΈω≥ωΤδΫαΨß≥…≥ΛΒΡ≤ΜΨυ“ΜΕχ–Έ≥…±»ΫœΕύΒΡάύΥΤ«ρΉ¥ΒΡΫαΙΙΕΤ≤ψΓΘΕχ≤…”Ο÷±Ϋ”Μ·―ßΕΤΙΛ“’ΖΫΖ®ΒΡ«ιΩωœ¬Θ§Ά≠ΒΦΧε±μΟφ–Έ≥…Ψυ‘»ΒΡ±ΓΡχ≤ψΘ§Υυ–Έ≥…ΒΡΕΤ≤ψ±μΟφΤΫΜ§ΓΘ“ρ¥ΥΝΫ÷÷ΙΛ“’ΖΫΖ®≥θΤΎΈω≥ωΉ¥Χ§ΒΡ≤ΜΆ§Θ§Εχ÷±Ϋ””ΑœλΚΗΝœΚΗΫ”–‘ΡήΘ§ ΒΦ ―Γ‘ώ ±–η“ΣΉ–œΗΩΦ¬«ΓΘ
|
|
  |
ΙΊ±’‘ΎœΏΉ…―·
ΈΔ–≈ΕΰΈ§¬κ